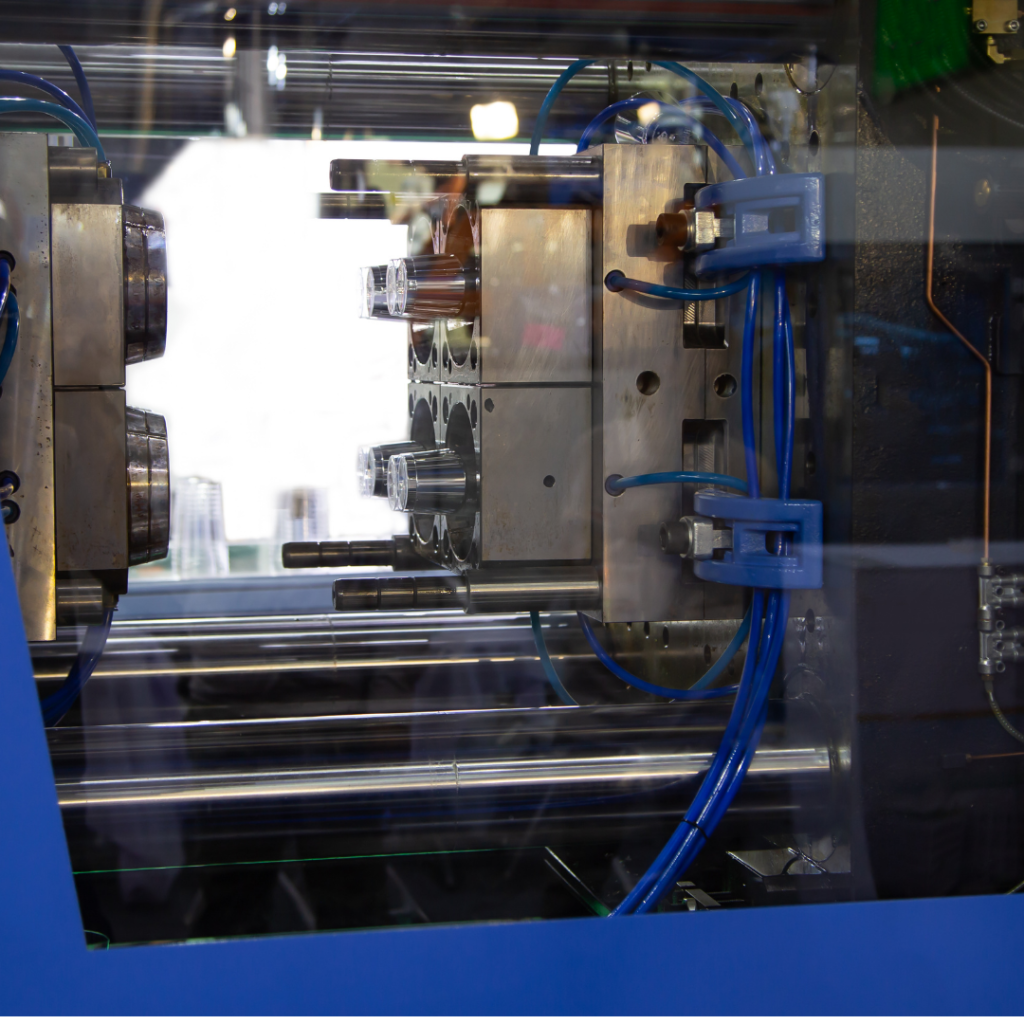
Blow molding forms hollow plastic parts. There are three main types of blow molding: extrusion blow molding, injection blow molding, and injection stretch blow molding.
Blow molding forms hollow plastic parts. There are three main types of blow molding: extrusion blow molding, injection blow molding, and injection stretch blow molding.
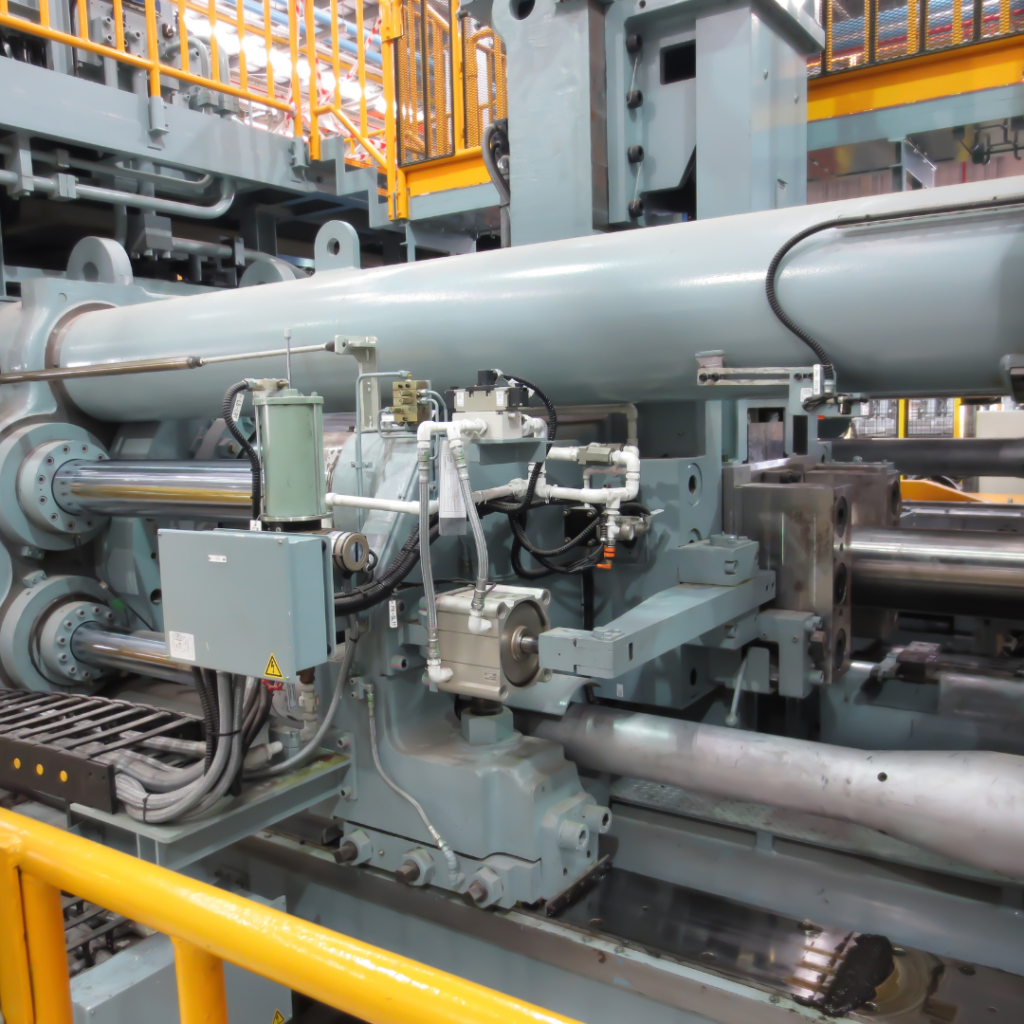
Rotational Molding uses a heated hollow mold which is filled with a charge or shot weight of material. Then the mold is slowly rotated to cause the softened material to disperse and stick to the walls to form the part.
Rotational Molding uses a heated hollow mold which is filled with a charge or shot weight of material. Then the mold is slowly rotated to cause the softened material to disperse and stick to the walls to form the part.
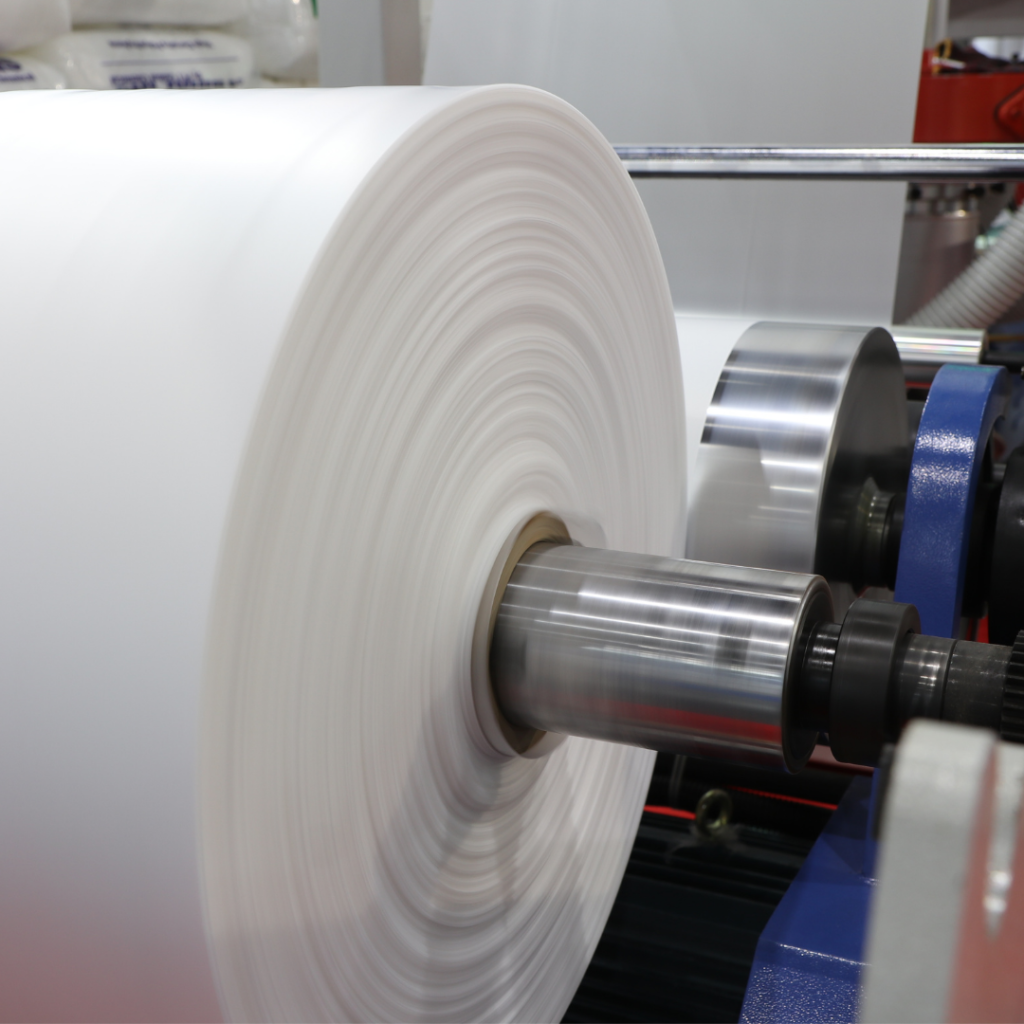
Plastic Compounding consists of develop formulations for processes by mixing and/or blending polymers and additive, including color into a molten state to achieve the desired characteristics
Plastic Compounding consists of develop formulations for processes by mixing and/or blending polymers and additive, including color into a molten state to achieve the desired characteristics